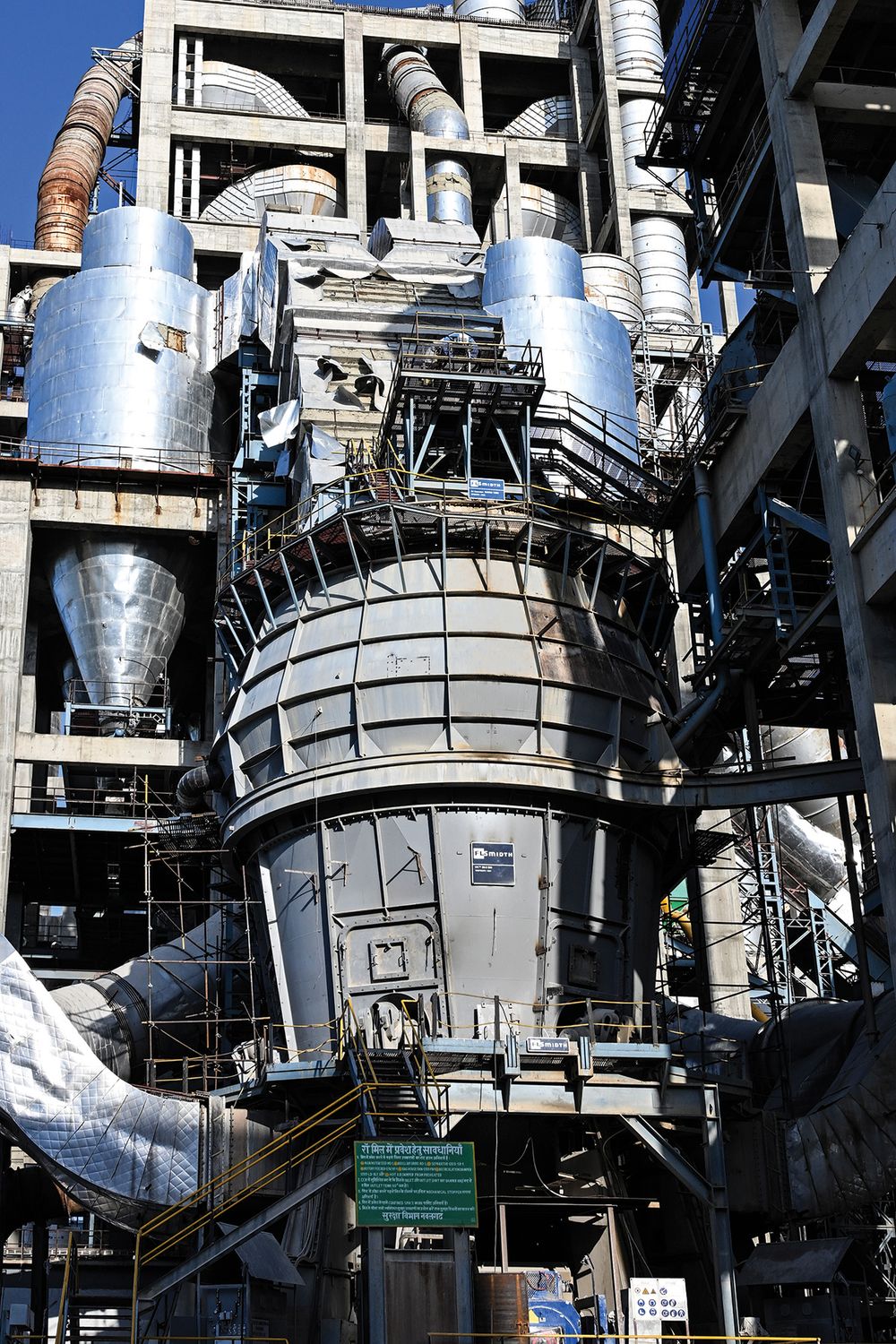
From 0 to world’s biggest pyro line in 26 months
The project kicked off with the issuance of the Letter of Intent (LOI) on 15th September 2021 for the Raw Mill. As per the LOI, equipment was expected to be delivered within 8 – 13 months from the contract’s effective date. The first lot of the raw mill arrived on-site in May 2022, with the major consignment – the Grinding Table – delivered in February 2023. Civil work for the Raw Mill and its building began in May 2022 and was completed by January 2023. Fabrication was wrapped up by June 2023 and erection commenced in January 2023, concluding by September 2023. The final commissioning was successfully completed on 14th December 2023, marking the operational start of the mill.
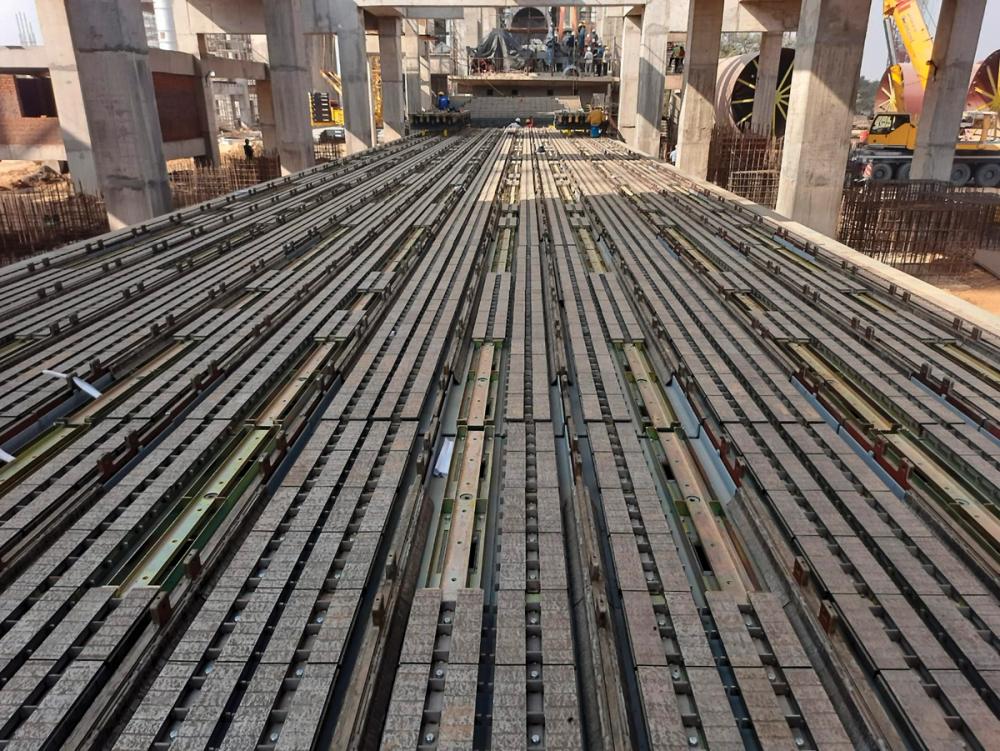
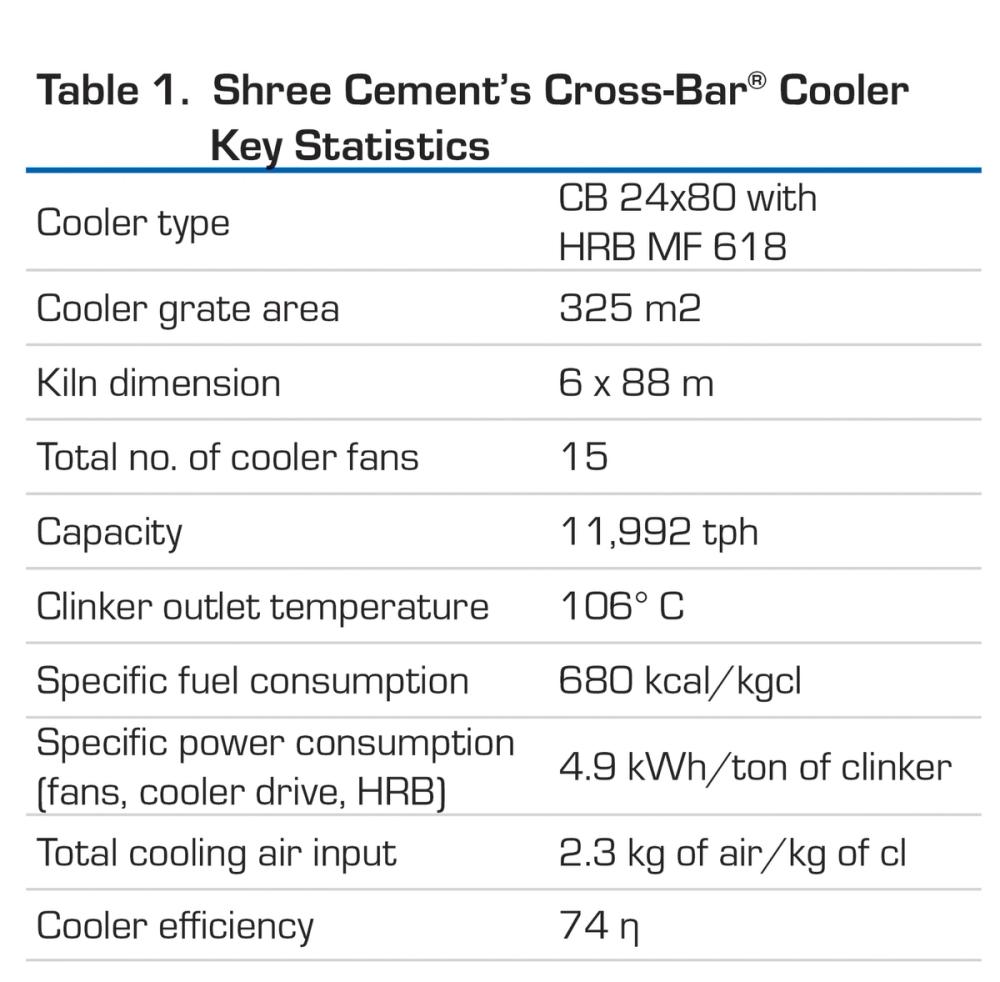
World’s largest clinker cooler
The Cross-Bar® Cooler at Nawalgarh is the largest in the world, with a grate area of 325 m2 and a throughput guaranteed at 11 500 tpd, though it has been running at around 13 500 tpd since commissioning. Offering both high throughput and highly stable operation, the cooler also contributes to Shree Cement’s sustainability goals thanks to its hot air recirculation, which generates about 8 MW through the waste heat recovery system.
“With a Cross-Bar Cooler, the bigger you go, the greater your efficiency gains,” says Gowrishankar Ramachandran, Senior Product Specialist, Fuller. “We were not concerned about the size of the project – we knew we could achieve the performance guarantees with ease. Start-up was paced to get the full pyro system up and running smoothly, starting at 5000 tpd and quickly ramping up to full capacity and then beyond. The combination of features ensures smooth operation whatever’s going on in the kiln and preheater, meaning the cooler is unphased by the introduction of new alternative fuels or variations in throughput.”
Featuring patented ABC Inlet technology, which ensures no build-up in the cooler, Shree Cement also benefit from the cooler’s Heavy Duty Roller Breaker (HRB) and Mechanical Flow Regulators (MFRs) to improve reliability and uptime.
- The ABC Inlet uses a patented in-grate design that pushes compressed air up through the grates, blasting agglomerations. Pressure sensors detect when build-up is starting to occur and the automated blast control system reacts accordingly, increasing blast frequency to disperse the clinker and prevent further buildup.
- The HRB can handle clinker boulders up to 1.5 m without blockages. It features a series of transport and crushing rollers that allow right-sized materials to pass through and crush larger materials down to a pre-set size. Its low speed contributes to a long wear life of 3 – 5 years, while the rollout design enables easy maintenance.
- MFRs control airflow across the whole clinker bed – irrespective of clinker bed height, particle size, distribution or temperature. This optimises heat recuperation and air distribution, reducing both fuel costs and the number of cooling fans required.
This cooler is a ventless system, with hot air being recirculated back into the cooler instead of bringing in ambient air. This improves the WHR temperature and boosts the power generated through the system. With waste heat recovery from the preheater in addition to the cooler, the total power generated is around 15 – 18 MW.
Though the operation has the potential for high dust pickup, the cooler casings were enlarged so that dust pickup is less than 4 m/s. This reduces dust to the tertiary air duct and helps reduce the environmental impact of the cooler operation, as well as the wear and safety issues that come with dust settling on equipment and on the local environment.
“Reliability is our number one priority,” explains Satish Maheshwari, Shree Cement. “Choosing a cooler design that eliminates snowmen formation, can process large boulders and is very low maintenance was critical to ensuring a continuous operation capable of keeping up with the rest of our pyro line. We were so impressed with the performance of the system that we have ordered two identical lines for another plant, which are currently in the process of being installed.”





_Raw_and_Cement_Mill.png?w=2048&q=80&auto=format)




