article
Engineering for a 50% Clinker Future
Kiranmai Sanagavarapu, Fuller Technologies Denmark A/S, explores the practical challenges of reducing clinker content, with a focus on grinding system design and variability management. This article first appeared in the April 2026 issue of International Cement Review.

If low-clinker cement is ready, what’s holding back its breakthrough?
For years, we have explored the potential of lower clinker cements to reduce CO₂ emissions, lower production costs, and meet rising demand. Now, standards have opened the door for lower clinker products. Customers are increasingly receptive to low CO₂ materials. Digital tools promise real time optimization unimaginable a decade ago. But 50% clinker cements are still a way off – why? The challenge is no longer whether low clinker cement can be produced – but whether it can be produced consistently, profitably, and at scale, under real world variability. Operational feasibility is a matter of system design. This article will show that many plants remain constrained by grinding systems, variability exposure, and equipment choices made for a high clinker world.
We Expected One SCM Future. The World Delivered Another.
For a time, the global cement industry was working on the assumption that the transition to lower clinker factors would be a smooth one, built on seemingly reliable and abundant sources such as fly ash, slag and natural pozzolans. The reality has been somewhat different: both more fractured and more fragmented.
Fly ash availability did not decline gradually – it fragmented
As green energy infrastructure expands, coal-fired power is being phased out – but this isn’t happening consistently worldwide. European coal phase‑out[1] is happening in waves, country by country, with some plants closing early, others extended, and supply changing faster than markets can adapt. Regions that relied on stable flows now see intermittent, sometimes poor‑quality ash. Meanwhile in the US fly ash supplies have stabilised after a period of steep decline alongside the retirement of coal-fired power plants.[2]
Slag did not remain the “anchor SCM”
As the steel industry moves towards electric arc furnaces, the traditional byproduct so useful in cement production until now is changed. Blast furnace slag is on its way out, EAF slag is coming in – and it’s not such a natural fit for cement, having low latent hydraulic reactivity, chemistry variability and expansion risk[1] . While this is more acute in Europe than the US, which doesn’t have the same coordinated phase-out commitments, it still presents another obstacle to SCM supply chains.
Natural pozzolan and clay supply grew – but not predictably
Natural pozzolans are available globally, but with high variability in mineralogy and reactivity. Calcined clays have scaled up faster than expected, but not uniformly; moisture, LOI, kaolinite content and grinding behaviour vary widely between deposits and even within the same quarry. The good news for cement producers is that these variables can be managed through internal process design. The bad news is that most plants aren’t designed to manage them.
The 50%‑clinker stress test
A practical way to evaluate system readiness is to imagine being required — tomorrow — to produce cement at 50% clinker without new permits, new mills or new customers.
What breaks first?
In most plants, the answer is the same: Grinding.
Specifically, four things: grind SCMs fine enough, hold clinker coarse enough, adjust sulfate demand fast enough, and keep variability within a tight operational envelope.
Testing vs reality

Testing is integral to introducing new SCMs to cement processes. Through lab testing and pilot trials, cement producers can discover how materials impact cement strength, whether a resource is viable, and so on. But even the best tests can only look at samples – and in reality producers are dealing with much larger quantities under much more variable conditions. What in lab conditions may present as consistent quality, controlled moisture, predictable PSD, and short grinding times, may behave differently in industrial settings. Taking clay as our most sustainable solution now and long-term, you could find yourself dealing with:
- SCM moisture swings with weather.
- LOI changes week to week.
- Clay reactivity varies by bench in the quarry.
- Logistics introduce chemistry variability.
- Ball mills cannot change PSD quickly.
- Classifier settings that work for OPC become unstable under 40%+ SCM content.
Testing should not only consider the material’s viability, but the system’s ability to adapt to inevitable variability.
Calcined clay works – if you design for it
Calcined clay offers one of the most scalable levers to reduce clinker factors. Its performance, however, is highly sensitive to PSD control, sulfate balance and hydration kinetics.
The PSD principle that underpins high‑SCM performance is simple:
- Coarser clinker protects early strength.
- Finer SCMs unlock reactivity.
- A single stream grind cannot consistently achieve both under variability
This is why separate grinding has become the preferred strategy for plants targeting 40–50% clinker – especially with calcined clay. Co-grinding remains possible but requires tight process control and often compromises either early strength or water demand. When clinker and SCMs grind together, their different hardness and grindability create a compromise: clinker particles don't reach their optimal size, while softer SCMs over-grind, increasing water demand and energy use. Separate grinding allows each component to reach its performance sweet spot independently. Clinker can be ground to the necessary size with maximum efficiency, while SCMs – particularly calcined clay – can be ground finer or classified for optimal particle matching. The result is lower water demand, better early strength, and more efficient use of grinding energy.
Grinding as the decarbonization lever
Grinding determines:
- Early strength behavior
- Water demand
- Setting time
- Sulfate balance
- Variability absorption
- SCM substitution ceiling
The ability to decouple clinker and SCM PSD distributions is one of the deciding factors for whether a plant can achieve and maintain <50% clinker operation.
At this point it’s helpful to look at the strengths of different grinding mechanisms.
Ball Mill vs. OK Mill – which works best for 50% clinker?
In the context of 50% clinker cements, plants increasingly adopt complementary systems rather than seeking single-technology solutions. Each technology has distinct strengths and limitations, and every plant and material mix will require different grinding strategies.
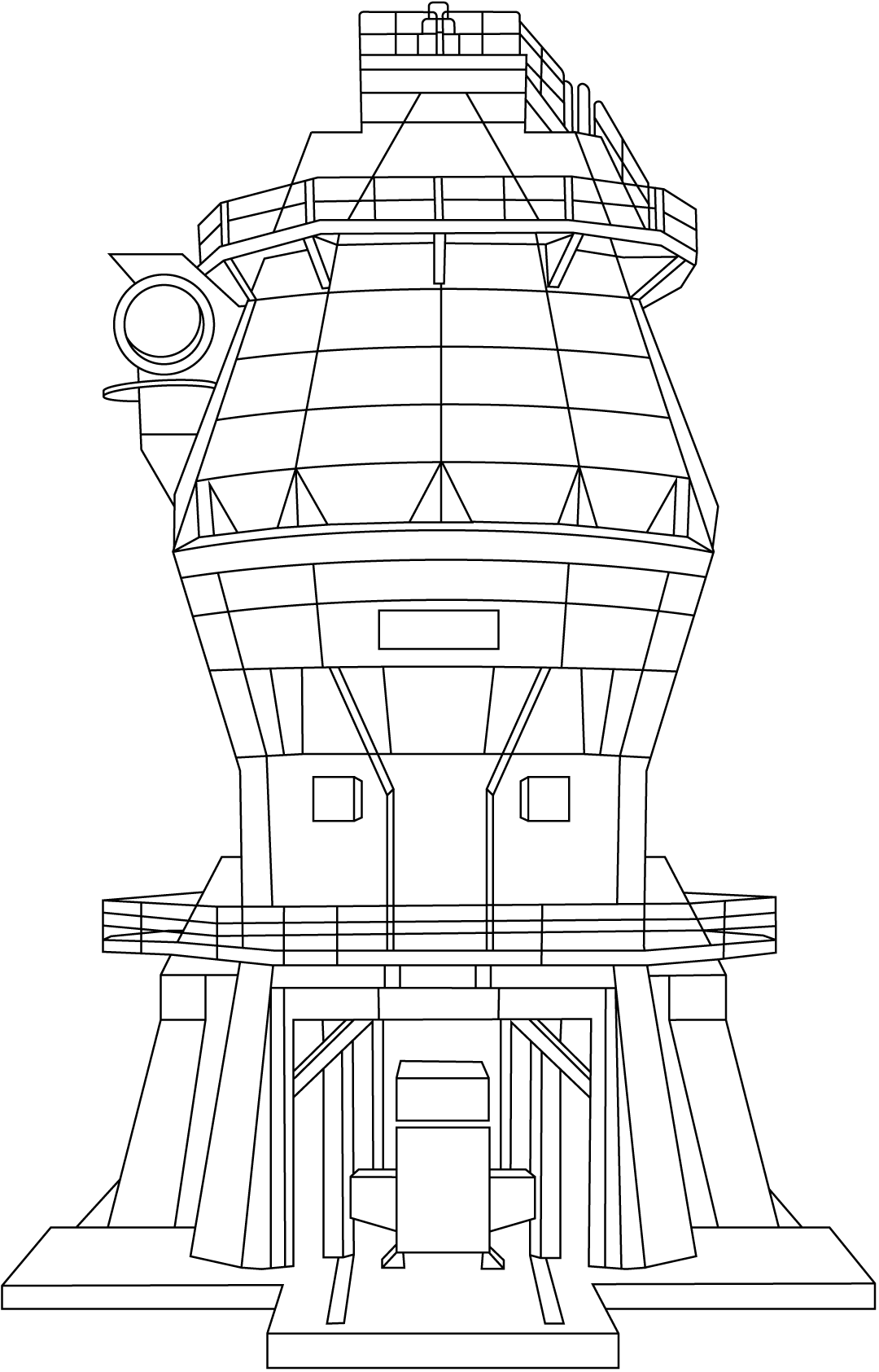
VRMs
VRMs produce narrower particle size distributions through integrated high-efficiency classification, which is critical for high-SCM blends. They excel at:
- Energy efficiency: 30-50% lower consumption than ball mills depending on circuit design and drying demand, with advantage increasing at higher fineness targets
- Integrated drying capability, essential for high-moisture SCM feeds (up to 20% moisture)
- Precise PSD control – they can grind SCMs fine without pushing clinker into microfines
- Flexible switching between material types and cement blends with minimal downtime
- Fast response to variability in moisture, ash content, or clay LOI through control adjustments rather than mechanical changes
- Operational stability that translates to consistent product quality even with variable feedstock
The trade-off: substantial capital investment and greater operational sophistication are required. In addition, VRM reliability depends heavily on the availability of highly skilled maintenance team. And while VRMs excel at integrating grinding, drying and classification, at 50% clinker replacement with calcined clay, even VRMs face a fundamental challenge: different materials have different grindability.
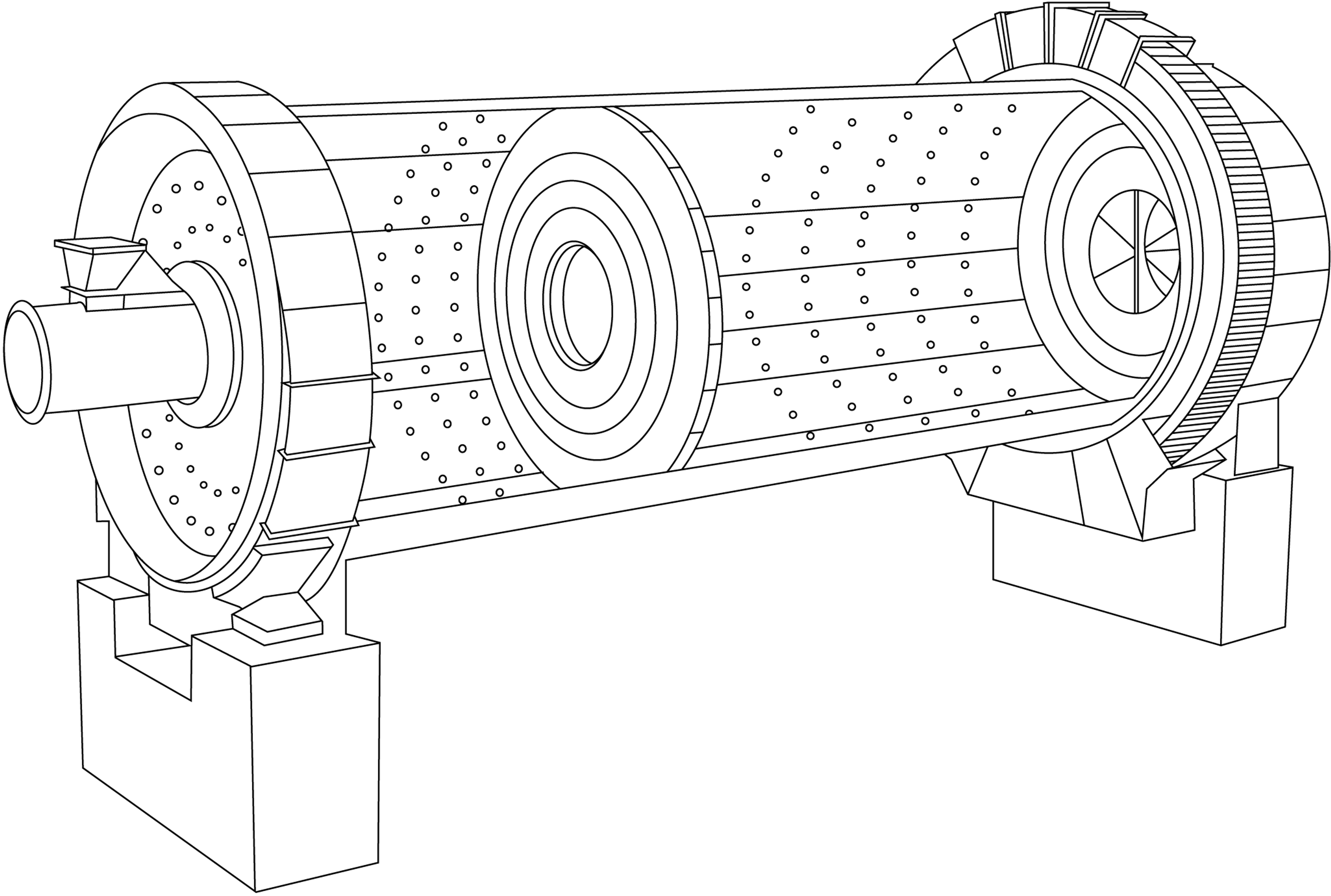
Ball mills

Ball mills remain relevant for specific applications:
- Reliable, familiar, robust technology with decades of proven operation
- Efficient for clinker-only grinding at scale
- Simpler operation and maintenance compared to VRMs
- Lower capital cost for new installations or retrofits
- Viable for plants making incremental SCM additions (under 20% replacement) where PSD precision is less critical
However, their inherent limitations become apparent with higher SCM content. The grinding mechanism of a ball mill produces broad, bimodal particle size distributions. When clinker and SCMs grind together, softer materials over-grind to fines while harder clinker remains coarser – creating inefficiency that even a separator upgrade can’t completely resolve. Response to moisture variability or clay composition changes primarily requires mechanical modifications (media size, diaphragm changes) rather than control adjustments. Lack of integrated drying makes the ball mill unsuitable for high-moisture SCMs.
Separate, complementary systems (e.g. VRM + ball mill) are increasingly common because they allow plants to:
- Optimize each component separately without compromising either
- Utilize existing equipment while adding capability
- Scale incrementally as SCM adoption grows
- Match grinding method to material type rather than forcing all materials through one process
Absorbing variability: the real constraint
Cement manufacturing thrives when all inputs are predictable. SCMs add variability to the process, including moisture, LOI, SCM chemistry, clay mineralogy – all of which have an impact. Plants need to be able to adapt to this variability, not just survive it. But how can we build this flexibility into system design?
Data is the bridge between variability and control
The challenge isn't eliminating variability – it's responding to it fast enough. A moisture spike, an LOI swing, or a chemistry shift could happen at plant scale in minutes and there is no way to keep up with those changes without advanced automation. Plants need digital tools that measure inline, predict impact, and adjust process in real time.
The DETOCS Project [5] is working on a new approach to increase the use of SCMs using digital tools to predict and control the quality of low-clinker cement and concrete blends. Already, advanced process optimization tools like ECS/ProcessExpert are helping cement producers adjust their process in response to variability in the system. DETOCS will help give these digital tools the best possible data foundation to work with, further contributing to the use of digital quality control and process optimization tools to unlock mill capabilities and enable:
- Inline PSD measurement
- Predictive clinker and SCM reactivity modelling
- Dynamic sulfate optimization
- On‑demand blend adjustments
- Control loops tied to moisture and chemistry changes
Flowsheet matters more than equipment

Because different materials display different grinding behavior, even the best mill on the market would struggle to deliver the best for both. Instead, plants should be looking at the best combination of equipment to achieve maximum substitution, taking into account drying, grinding and blending, all while maintaining tight sulfate control and gathering real-time PSD insight.
Services bring together expertise and experience
The shift to 50% clinker replacement shouldn’t be attempted in isolation. Across the industry we can learn from each other – from failed attempts as much as successes. And, whether you're evaluating if a calcined clay source will work in your plant, understanding how variable feedstock will behave in your system, or optimizing existing equipment for low-clinker cements, there are services to support you through these challenges.
Material suitability and supply risk are often the first hurdle. Not all calcined clays perform equally – LOI, kaolinite content, reactivity all vary. Our materials testing facility in Dania provides detailed analysis of clay samples to answer a straightforward question: will this resource work in my plant, at my target replacement level, with my product specifications? This upfront assessment can save months of trial-and-error or prevent costly supply commitments to unsuitable material.
Handling new materials can add another layer of difficulty. High-moisture clays, variable particle size distributions, and unfamiliar feedstock characteristics can create flow problems in pneumatic transport systems designed for traditional cement components. Our Pneumatic Transport R&D Lab in Pennsylvania identifies material flow behavior under your specific conditions, enabling engineering solutions that prevent bottlenecks or equipment wear without requiring complete system redesigns.
Process audits and grinding optimization address the third category: making your existing equipment work more efficiently with low-clinker blends. Process audits identify where energy is wasted, where PSD control is slipping, and where simple upgrades deliver disproportionate returns. For ball mill circuits, separator upgrades – third-generation designs like the O-SEPA® or SEPAX™ – improve classification efficiency and reduce recirculation, typically delivering 5–10% power consumption reductions. For VRM circuits, upgrades like the ROKS-H separator help address overgrinding in low-clinker formulations, yielding 2–3% energy savings while improving product consistency. Our service experts can help you understand which upgrades and process adjustments will help get you closest to your goals.
Where to start without new mills
You don't need to replace your mill to transition to low-clinker cement. You need to understand your material, design your flowsheet for it, and optimise the equipment you have.
- Increase limestone filler (with PSD control)
- Adopt separate grinding or hybrid SG (VRM clinker + BM SCM)
- Add classifier upgrades
- Tune sulfate carriers to new PSD distributions
- Implement rapid QC cycles
- Optimise moisture handling in grinding circuits
- Create SCM “cocktail blends” to buffer variability
These steps alone can unlock 5–15% clinker reduction in many plants.
Conclusion: Cement’s decarbonization challenge is now an engineering challenge
We’ve reached the point where the question is not whether clinker can be reduced — but whether the system can run stably at those levels.
Plants that will lead the next decade will be those that:
- Grind intelligently
- Absorb variability
- Respond quickly
- Control PSD deliberately
- Use digital prediction operationally, not optionally
- Treat clinker not as the default, but as the optimized fraction
The 50%‑clinker future is not a radical shift. It is the natural outcome of good engineering, smart grinding, and system‑level design.
And it is arriving faster than anyone expected.
Notes:
[1] EN 197-5 allows CEM II/C-M and CEM VI, but adoption is uneven and national annexes still constrain market uptake.
ASTM C595 and C1157 allow flexibility, but 50% clinker cements are still rare in structural applications https://store.astm.org/c0595_c0595m-25.html
[2] https://www.sciencedirect.com/science/article/pii/S2666165925002315
[3] https://acaa-usa.org/wp-content/uploads/2024/09/ASH01-ARTBA-Forecast-Update.pdf
[4] https://www.zkg.de/en/artikel/the-steel-production-transformation-process-in-europe-new-slag-types-will-substitute-granulated-blast-furnace-slag-4001145.html
[5] https://www.detocs.eu/
Related Offerings
_Raw_and_Cement_Mill.png?w=3840&q=80&auto=format)


